Ceramic Machining After Sintering

What S New In Ceramics Sintering A Short Report On The Latest Trends And Future Prospects Sciencedirect

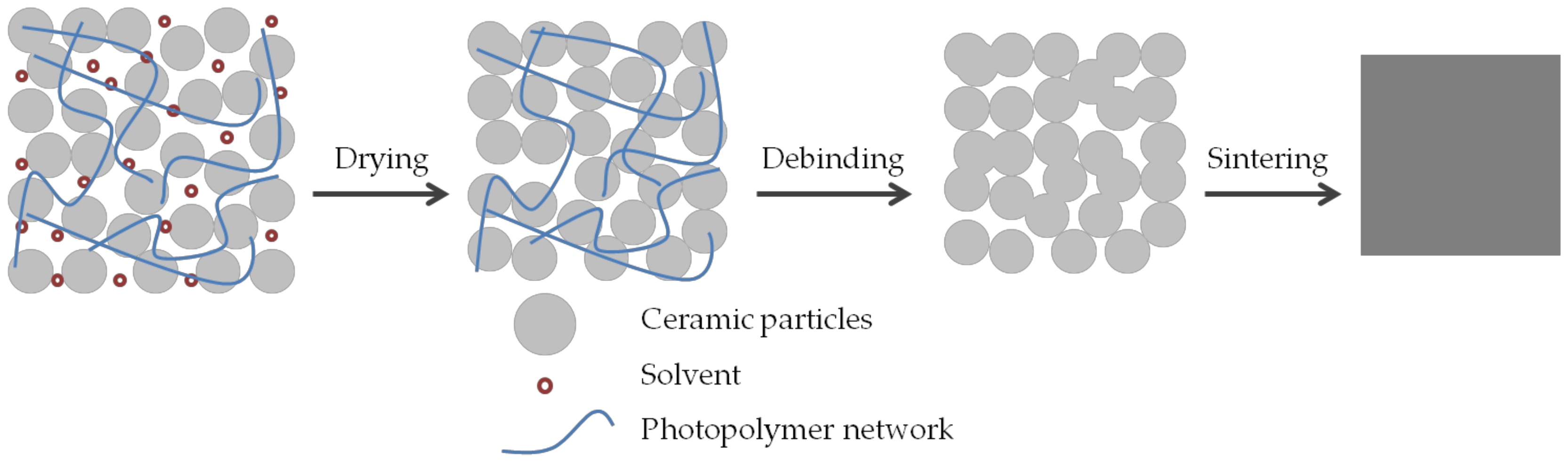
The Preparation Of Zro2 Al2o3 Composite Ceramic By Sla 3d Printing And Sintering Processing Sciencedirect

Alumina Ceramics Sintering Stage And Metallization In 2020 Zirconia Ceramic Ceramic Materials Ceramics

Sintered Gears Injection Moulding Metal Powder Metallurgy

10pcs 40mm Diameter With 1 Shank Sintered Engraving Saw Blade Sintered Diamond Carving Special Use Stone Ceramic Cutti Saw Blade Carving Power Tool Accessories

Long Bar Permanent Ceramic Magnet 150x15x5mm In 2020 Magnetic Bar Magnets Ceramics

An essential step in ceramics engineering the first step in achieving a dense ceramic article is the processing and forming of raw materials into a consolidated near net shape.
Ceramic machining after sintering.

Flash Sintering Of Ceramics Sciencedirect
Brevier Technical Ceramics

Pin On Sintered Ferrite Ceramic Magnets

Pin On Resin Bond Internal Diamond Wheel For Hard Alloy

Patterns Of Vickers Indentation And Resulting Cracks Derived From Btwc Download Scientific Diagram

Pin On Sintered Ferrite Ceramic Magnets

The Parts Pictured Bellow Are Made Of A Thermoplastic Powder Pa Gf Poly Amide And Glass Filler The Sls Technology Allo Rapid Prototyping Polymer Cnc Machine
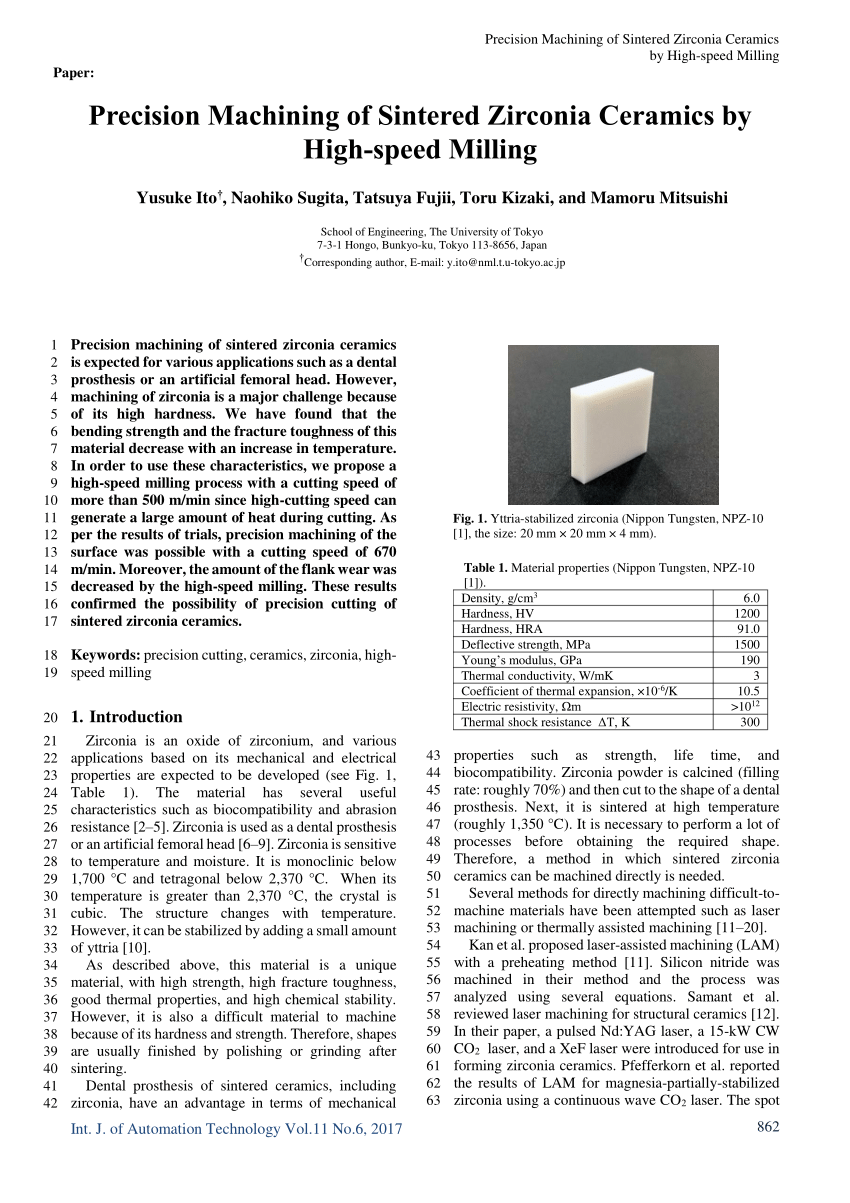
Pdf Precision Machining Of Sintered Zirconia Ceramics By High Speed Milling
Applied Sciences Free Full Text Dense Strong And Precise Silicon Nitride Based Ceramic Parts By Lithography Based Ceramic Manufacturing Html

5 Axis Impeller Cnc Machining In 2020 Cnc Machine Machine Service Stamp Maker

Pin On Boron Nitride Ceramics

Pin On Cutting Tools Weekly

Abrasive Grinding Wheels For Grinding Bores Of Inner Rings In 2020 Rings Rings For Men Grind

Pin On Home
Advanced Ceramics Densification Britannica

Diamond Internal Grinding Wheel Brand Moresuperhard Specification D20xl20xh8 Material Diamond Bond Ceramic Grind Magnetic Material Ceramics Earth Materials

Sintering Vacuum Furnace In 2020 Furnace Heating Furnace Industrial Vacuum

Tool Free Metal And Ceramic Forming With Dies Printed On The Fly Aerosint
14 Dental Ceramics Pocket Dentistry
Source : pinterest.com
